Brick is a durable and versatile construction material made from burnt clay. Clay minerals are a group of complex phyllosilicates formed by weathering of feldspars, micas and other silicates. The most important clay minerals in brick making are kaolinite, illite and montmorillonite. Clay has unique qualities like plasticity and high adsorption capacity. These properties, which are essential in brick making, are due to the shape and the very small dimensions of the individual mineral particles. They have the morphology of thin scales or plates and range in size from about 4 µm to colloidal sizes (< 1µm). The clay deposits used for brick production in Norway burn to a red or red/brown colour. This is due to a high content of iron relative to calcium that has leached. Blue-coloured clay found in deeper layers is unweathered clay with higher calcium content and will burn to a paler-coloured or yellow-coloured brick. The same effect can be obtained by mixing calcite or dolomite to a red burning clay. As a general rule a clay type will burn yellow if it’s content of calcium carbonate is three times the ferric oxide content. A brown-coloured brick can be obtained by the addition of manganese dioxide. There are several steps in the manufacturing of bricks: winning and storage, preparation, forming, drying, firing and cooling. Any addition to the clay like sawdust, crushed brick, sand, etc., takes place in the storage/preparation step. During the drying most of the water is evaporated. In the firing step the temperature is gradually raised to about 1100ºC, sometimes even higher. At these temperatures the clay will undergo chemical and physical changes. The crystal structures will break down, partially vitrify or transform into new phases or compounds. Quartz in the clay may be transformed into cristobalite, which is a high-temperature crystalline silica polymorph. The scale-like structure of untreated clay cannot be recognized in dust obtained from the finished brick product. The drying, firing and cooling steps takes several days to complete.
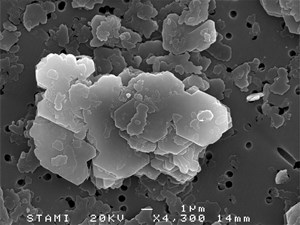
SEM image from a sample of kaolinite showing thin flakes predominantly smaller than 4 µm.
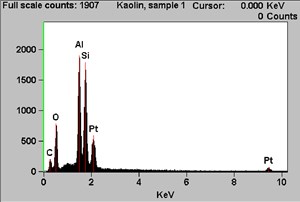
EDS-spectrum from a mineral grain of kaolinite showing a chemical composition of
Si, Al and O
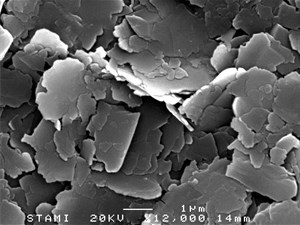
SEM image from a sample of illite with very thin flakes.
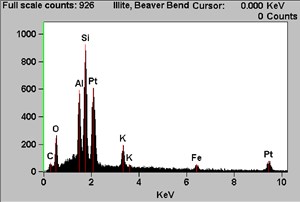
EDS-spectrum from illite showing a chemical composition of Si, Al, K and O.
This illite sample also show traces of Fe
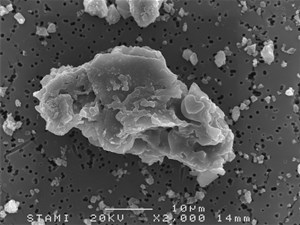
Particle from red-coloured brick dust imaged in SEM. Several smaller particles have
fused to to a large and morphologically complex particle. The typical platy
morphology of individual particles is no longer evident
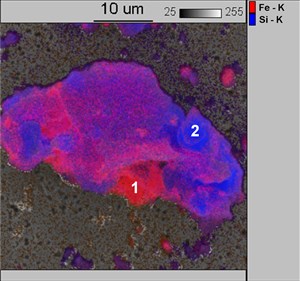
X-ray maps from the same particle as above show the uneven distribution of
two elements. Blue colour represents iron-rich and red colour silicon-rich areas
respectively of the particle. The corresponding EDS-spectra (below) were acquired
in positions indicated by the numbers 1 and 2
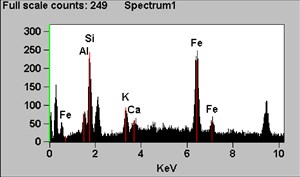
EDS-spectrum from Fe-rich area (position 1) in the particle
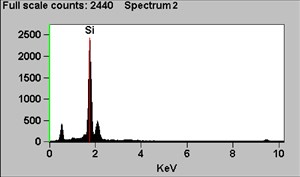
EDS-spectrum from Si-rich area (position 2) in the particle
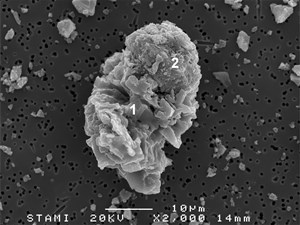
Another particle with complex morphology from red-coloured brick dust.
Numbers 1 and 2 indicate positions of the electron probe for EDS acquisition,
see x-ray map and spectra below.
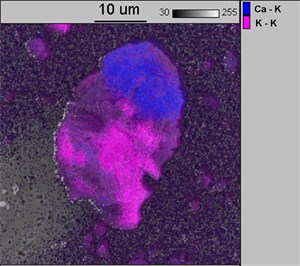
X-ray maps of red-coloured brick particle showing distribution of Ca and K.
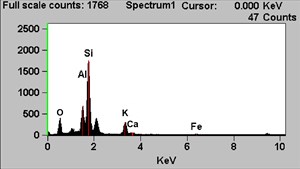
EDS-spectrum from position 1 (see SEM image above)
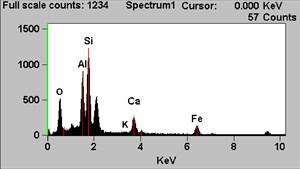
EDS-spectrum from position 2 (see SEM image above)
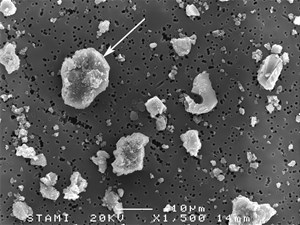
Particles from yellow-coloured brick dust in SEM. See x-ray maps of
the particles and EDS analysis of particle indicated by
arrow (below)
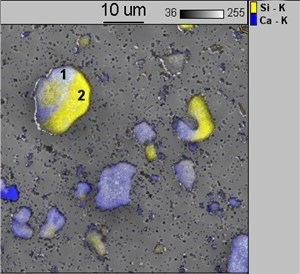
X-ray maps of particles. Blue and yellow represent Ca-rich and Si-rich
areas respectively in the particle.
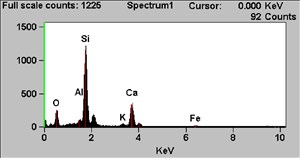
EDS-spectrum acquired from Ca-rich area in the particle (position 1)
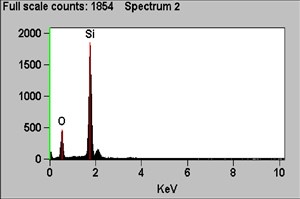
EDS-spectrum acquired from Si-rich area in the particle (position 2)